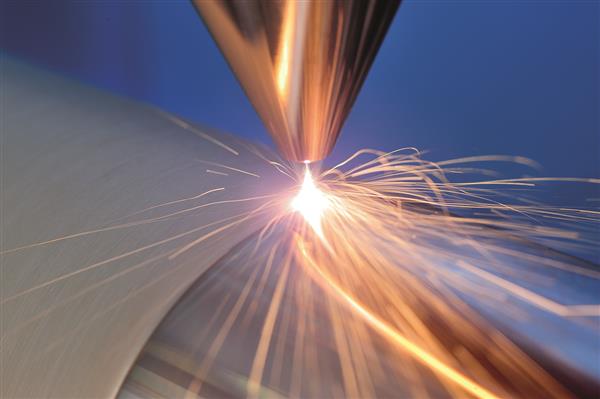
Кондукционная лазерная сварка
Кондукционная лазерная сварка выполняется при более низких уровнях энергии, образуя широкий и неглубокий сварной шов. Есть два режима:
прямой нагрев: тепловой поток регулируется классической теплопроводностью от поверхностного источника тепла. Сварной шов получают путем плавления частей основного материала. Может изготавливаться с использованием импульсных рубиновых и CO2-лазеров с использованием широкого спектра сплавов и металлов. Также можно использовать Nd: YAD и диодные лазеры.
На http://laser-form.ru/ вы можете заказать услуги по лазерной сварке нержавейки и титана.
передача энергии: энергия поглощается за счет новых методов межлицевого поглощения. Впитывающие чернила помещаются на стыке соединения внахлестку. Чернила поглощают энергию лазерного луча, которая проходит через окружающий материал ограниченной толщины, образуя расплавленную межлицевую пленку, которая затвердевает по мере сварного соединения. Стыковые швы могут быть выполнены путем направления энергии к линии соединения под углом через материал на одной стороне соединения или с одного конца, если материал обладает высокой пропускающей способностью.
Сварка проводимости / проплавлением происходит при средней плотности энергии и приводит к большему провару.
Сварка в режиме «каплевидный вырез» создает глубокие узкие швы. В этом типе сварки лазерный свет образует нить испаренного материала, известную как «замочная скважина», которая проникает в материал и обеспечивает канал для лазерного света, который эффективно доставляется в материал.
Прямая доставка энергии в материал не зависит от теплопроводности для достижения проникновения, поэтому она сводит к минимуму нагрев материала и уменьшает зону термического влияния.


Вам также может понравиться
Онлайн игры для мальчиков: Развлечение и обучение

Идеи дизайна для современных планов домов
